Langholz-Formröhren
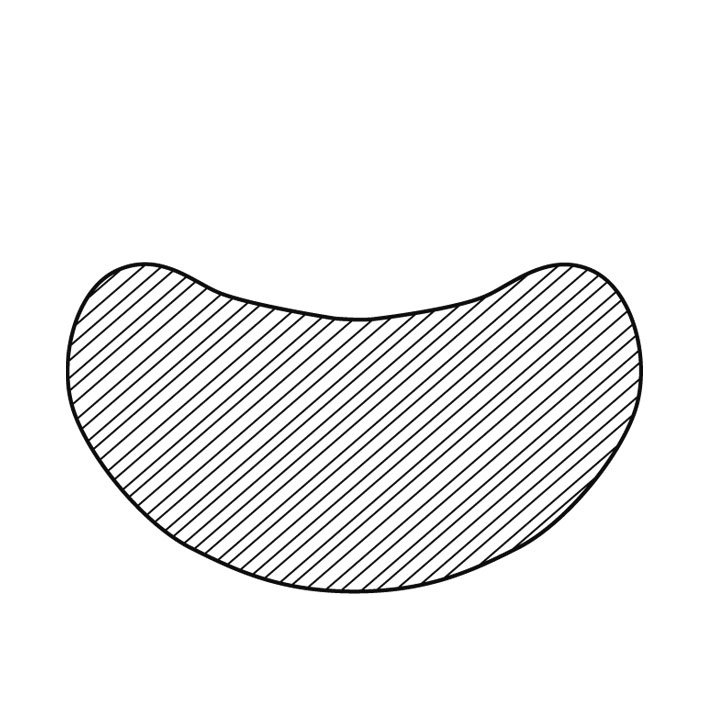
Englische Form

Flute
Nicht über die gesamte Länge eingefräst.
+ Stabil, gerade bei Vibrationen und wenn die Röhre weit über den Anschlag hinaussteht

Flute
Nicht über die gesamte Länge eingefräst.
+ Stabil, gerade bei Vibrationen und wenn die Röhre weit über den Anschlag hinaussteht


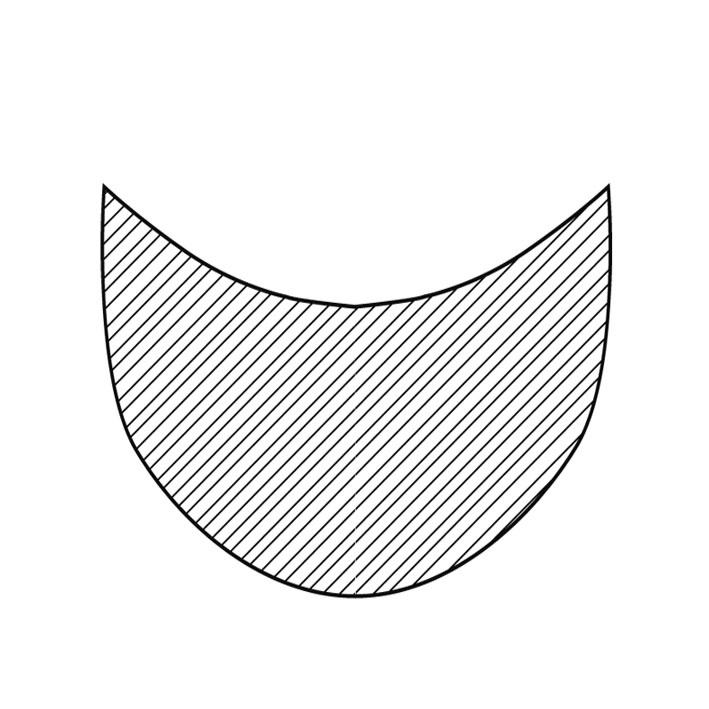
Flute endet nach 3/4 der Länge
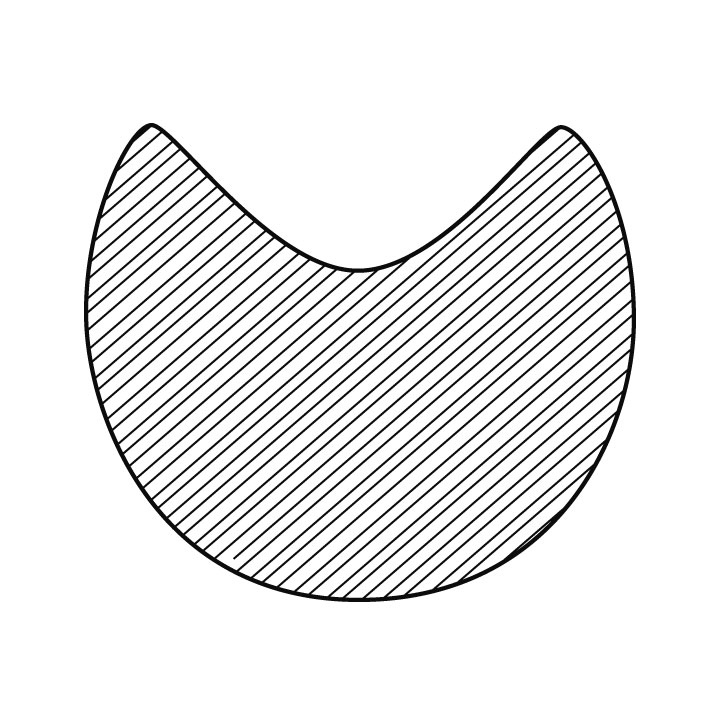
Europäische/Kontinentale Form
+ Geschmiedet – somit gefestigtes Gefüge
+ Gerundete Oberkante ermöglicht bequeme Handhaltung
Flute
Über die gesamte Länge eingefräst.
+ Röhre kann über die gesamte Lebensdauer mit einer Führung geschärft werden.
+ Geschmiedet – somit gefestigtes Gefüge
+ Gerundete Oberkante ermöglicht bequeme Handhaltung
Flute
Über die gesamte Länge eingefräst.
+ Röhre kann über die gesamte Lebensdauer mit einer Führung geschärft werden.


Durchgehende Flute
Anschliffarten/Schleifeinstellungen Anschliff 35°-Fasenwinkel
Werksanschliff
Man kann damit arbeiten, aber nicht ideal.

Creusen
- Mit Auflagetisch freihand schleifen, dabei die Achse des Drechseleisens um ca. 20° verschieben und gleichzeitig drehen
- Auf Symmetrie achten
Tormek
- Bügel waagrecht
- TTS-100, Lochabstand A (Kontakt beider Rädchen auf der Schleifscheibe), SVS-50, Überstand 53 mm
ProEdge
Englische Form
- In V-Block einlegen, Winkelplatte auf Fasenwinkel einstellen
Europäische Form
- Kleinere Breiten: in V-Block einlegen, Winkelplatte auf Fasenwinkel einstellen
- Größere Breiten: Abrollvorgang in V-Block erschwert
Traditioneller Anschliff
Guter Zugang in den Ecken, gute Führung dank zurückgeschliffener Flanke.
Für Übergänge und V-förmige Kerben.

Creusen
- Vari Grind, Überstand 65 mm, Pos. 2 (2. Kerbe von vorne)
- Arm soweit zurückschieben, bis der Fasenwinkel erreicht ist
Oder für die Weiterbearbeitung auf der Tormek
- OWC-1 mit Tormek Converter, TTS-100, Lochabstand A (Kontakt beider Rädchen an der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
Tormek
- Bügel waagrecht
- TTS-100, Lochabstand A (Kontakt bei der Rädchen an der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
Abziehen mit der Lederscheibe
- Bügel waagerecht
- TTS-100, Lochabstand A (Kontakt beider Rädchen auf der Lederscheibe), Röhre in SVD-186 eingespannt lassen, Polierpaste verwenden

ProEdge
- Fingernagel-Anschliff-Vorrichtung
- Erstes Loch im Zylinder (ohne Verlängerung), Pos. 2, Überstand 55 mm, Winkel an Röhre anpassen
Fingernagel-Anschliff
Noch engere V-Kerben und Übergänge möglich.
Creusen
- Vari Grind, Überstand 55 mm,
Vari Grind auf Pos. 2 (2. Kerbe von vorne) - Arm soweit zurückschieben, bis der Fasenwinkel erreicht ist
- Seitlich beginnen, wenig Druck in der Mitte des Werkzeugs
Oder für die Weiterbearbeitung auf der Tormek
- OWC-1 mit Tormek Converter, TTS-100, Lochabstand B (Kontakt beider Rädchen an der Schleifscheibe), SVD-186, Pos. 3, Überstand 55 mm

Tormek
- Bügel waagerecht
- TTS-100, Lochabstand B (Kontakt beider Rädchen an der Schleifscheibe), SVD-186, Pos. 3, Überstand 55 mm
Abziehen mit der Lederscheibe
- Bügel waagrecht
- TTS-100, Lochabstand B (Kontakt beider Rädchen auf der Lederscheibe), Röhre in SVD-186 eingespannt lassen, Polierpaste verwenden

ProEdge
- 35° nicht möglich; minimaler Winkel, der im 3. Loch in der Verlängerung der Fingernagel-Anschliff-Vorrichtung schärfbar ist: 48°
- Freihand mit Auflagetisch
Runder Querschnitt
Flute
Nicht über die gesamte Länge eingefräst.
Flute
Nicht über die gesamte Länge eingefräst.
- Geringe Auskehlungstiefe (Flutentiefe) ermöglicht eine hervorragende Stabilität selbst bei Arbeiten, bei denen die Röhre weit über die Handauflage hinaussteht
- Fingernagel-Anschliff mit zweiter Fase


Rechteckiger Querschnitt
Flute
Nicht über die gesamte Länge eingefräst.
Flute
Nicht über die gesamte Länge eingefräst.
- Geringe Auskehlungstiefe (Flutentiefe) und rechteckiger Querschnitt, dadurch sehr vibrationsarm, ermöglichen bestmöglichen Zugang in engste Vertiefungen
- Fingernagel-Anschliff mit zweiter Fase


Anschliffarten/Schleifeinstellungen Anschliff 35°/25°-Fasenwinkel
Fingernagel-Anschliff mit zweiter Fase
Creusen
Hauptfase 35°-Fasenwinkel:
Hauptfase 35°-Fasenwinkel:
- Vari Grind, Überstand 65 mm, Pos. 3 (3. Kerbe von vorne)
- Arm soweit zurückschieben, bis Fasenwinkel erreicht ist (evtl. Vari Grind Pos. nachstellen)
2. Fase 25°-Fasenwinkel:
- Vari Grind, Überstand 65 mm, Pos. 3 (3. Kerbe von vorne)
- Arm soweit nach vorne schieben, bis Fasenwinkel erreicht ist

Tormek
Hauptfase 35°-Fasenwinkel:
Hauptfase 35°-Fasenwinkel:
- Bügel waagerecht
- Achtung: TTS-100 kann bei diesem Anschliff nicht verwendet werden! SVD-186, Pos. 2, Überstand 65 mm, Abstandsholz von 4 cm zwischen Bügel und Stein
2. Fase 25°-Fasenwinkel:
- Bügel waagerecht
- Selbe Einstellung wie bei Hauptfase; es muss lediglich die hintere Schraube der SVD-186 gelöst und ganz nach hinten geschoben werden, somit ergibt sich der Fasenwinkel automatisch

Anschliffarten/Schleifeinstellungen Anschliff 35°/20°-Fasenwinkel
Fingernagel-Anschliff mit zweiter Fase
Noch engere V-Kerben und Übergänge möglich.

Creusen
- Bei Hauptfase und 2. Fase selbe Einstellung
- Vari Grind, Überstand 55 mm, Pos. 6 (6. Kerbe von vorne)
- Arm soweit zurückschieben, bis Fasenwinkel erreicht ist
Oder für die Weiterbearbeitung auf der Tormek
- Hauptfase: OWC-1 Adapter, TTS-100, Lochabstand A (Kontakt beider Rädchen auf der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
- 2. Fase: OWC-1 Adapter, TTS-100, Lochabstand B (Kontakt beider Rädchen auf der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
Tormek
- Hauptfase: Bügel waagerecht, TTS-100, Lochabstand A (Kontakt beider Rädchen auf der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
- 2. Fase: Bügel waagerecht, TTS-100, Lochabstand B (Kontakt beider Rädchen auf der Schleifscheibe), SVD-186, Pos. 2, Überstand 65 mm
ProEdge
- Hauptfase: Fingernagel-Anschliff-Vorrichtung, erstes Loch im Zylinder (ohne Verlängerung), Pos. 2, Überstand 65 mm
- 2. Fase: 20°-Winkelplatte und V-Block einlegen
